Apa itu TAP?
Tap adalah alat potong yang digunakan untuk membuat ulir di dalam lubang (internal thread) pada bahan kerja seperti logam atau plastik.
Bagian-Bagian Tap
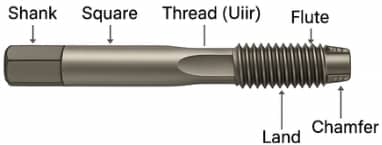
Gambar. Bagian-bagian Tap
- Flute: jalur untuk membuang serpihan dari lubang.
- Chamfer: ujung ulir yang meruncing agar tap masuk ke lubang.
- Land: area antara flute yang menopang dan memperkuat ulir.
- Shank: Bagian batang tap yang dijepit oleh mesin.
- Square: Ujung berbentuk kotak untuk dikunci dengan tap wrench.
- Thread (Ulir): bagian pemotong yang membentuk ulir di dalam lubang.
Jumlah flute umumnya 2–4. Makin banyak flute, hasil ulir makin halus, tapi pembuangan chip bisa terhambat.
Jenis-Jenis Tap

Gambar. Jenis-Jenis Tap
| Jenis Tap | Deskripsi | Aplikasi |
|---|---|---|
| Hand Tap | Set isi 3: taper, plug, bottoming | Tapping manual bertahap |
| Spiral Point Tap | Ujung lurus, chip terdorong ke depan | Lubang tembus (through hole) |
| Spiral Flute Tap | Ulir spiral, chip ditarik ke atas | Lubang buntu (blind hole) |
| Forming Tap | Tidak memiliki flute, ulir dibentuk dengan tekanan | Material lunak, tanpa chip |
Panduan Pemilihan Berdasarkan Material
| Material | Tap yang Disarankan | Alasan |
|---|---|---|
| Aluminium | Spiral Point atau Forming Tap | Lunak, chip mudah keluar |
| Stainless Steel | Spiral Flute + coating TiN | Keras, spiral bantu keluarkan chip ke atas |
| Besi Cor (Cast Iron) | Hand Tap atau Spiral Point | Getas, chip mudah hancur |
| Plastik / Nylon | Forming Tap | Tidak menghasilkan chip |
| Kuningan / Brass | Hand Tap | Mudah dipotong, tidak menempel |
Kode Warna dan Aplikasi TAP
| Warna | Keterangan Tap | Aplikasi Material | Tapping Speed (ft/min) |
|---|---|---|---|
| Yellow | TiN (Titanium Nitride) Coated | Baja karbon, stainless steel ringan, kuningan | 50 - 80 |
| Blue | TiCN (Titanium Carbonitride Coated) | Baja keras, stainless steel, besi cor | 40 - 70 |
| Red | Oxide Coated / Steam Tempered | Baja paduan, baja karbon sedang | 30 - 50 |
| Green | TiAlN (Titanium Aluminium Nitride) Coated | Baja tahan panas, bahan abrasif tinggi | 30 - 60 |
| White | Polished / Bright Finish | Aluminium, plastik, tembaga | 30 - 50 |
| Orange | HSSE (Cobalt High Speed Steel) | Stainless steel, baja keras sedang | 20 - 50 |
| Silver | Uncoated HSS / Standard Finish | Aplikasi umum, baja lunak, non ferrous | 20 - 50 |
Kode warna tap digunakan untuk mengidentifikasi jenis pelapisan (coating) pada tap ulir (thread tap). Setiap warna mewakili jenis pelapis atau bahan tertentu yang memberikan karakteristik performa spesifik, seperti ketahanan panas, kekuatan, dan kemampuan memotong material keras. Pelapisan ini sangat penting karena bisa mengurangi gesekan saat proses tapping, memperpanjang umur pakai tap, dan meningkatkan kualitas ulir.
Panduan Pemilihan Berdasarkan Jenis Lubang
| Jenis Lubang | Tap yang Disarankan | Alasan |
|---|---|---|
| Through Hole (tembus) | Spiral Point Tap / Gun Tap | Mendorong chip ke depan, proses tapping lebih cepat dan efisien |
| Blind Hole (buntu) | Spiral Flute Tap | Mengangkat chip ke atas, mencegah penyumbatan di dasar lubang |
| Lubang Dangkal | Hand Tap Set (Taper → Plug → Bottoming) | Proses bertahap, akurat, cocok untuk tapping manual |
Tips Tambahan
■ Gunakan pelumas tap (tapping oil)
■ Pastikan diameter pilot hole sesuai rumus:
- Untuk Cutting Tap – Pilot Hole = Diameter Nominal - Pitch
- Untuk Roll Tap – Pilot Hole = Diameter - Pitch 2
Jenis - Jenis Berdasarkan Metode Pemotongan
Dalam proses tapping atau pembuatan ulir, pemilihan jenis tap sangat penting agar hasil ulir sesuai dan alat tidak cepat rusak. Secara umum, tap dibagi menjadi dua jenis utama berdasarkan cara kerjanya terhadap material:
| Jenis Tap | Ciri Utama | Aplikasi |
|---|---|---|
| Thread Cutting Tap | Memotong material | Cocok untuk baja, stainless |
| Thread Forming Tap | Membentuk ulir tanpa chip | Material lunak, tidak ada serpihan |
Geometri Tap
Geometri tap merujuk pada bentuk dan desain alur (flute) tap yang memengaruhi cara chip (serpihan logam) dikeluarkan saat proses tapping. Berikut adalah jenis-jenis geometri tap dan penjelasannya:
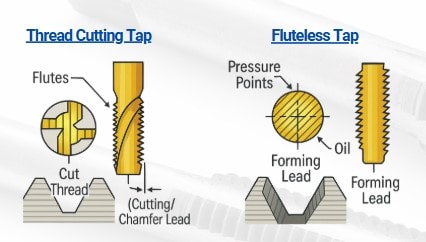
Gambar. Geometri Tap
- Flutes: buang serpihan
- Chamfer Lead: awal pemotongan
- Pressure Points: membentuk ulir
- Oil Grooves: jalur pelumas
| Thread Cutting Tap | Fluteless Tap |
|---|---|
| Memotong material, menghasilkan chip | Membentuk ulir tanpa chip (tekanan) |
| • Cutting tap cocok untuk material keras | • Fluteless tap ideal untuk material lunak dan hasil bersih tanpa chip |
- Kesimpulan Singkat:
- Cutting tap cocok untuk material keras
- Fluteless tap ideal untuk material lunak dan hasil bersih tanpa chip
Tap Chamfers (Bentuk Ujung Tap)
| Tipe Chamfers | Jumlah Awalan Ulir | Aplikasi |
|---|---|---|
| Taper | 7-10 ulir | Awal yang halus, tapping mesin |
| Plug | 3-5 ulir | Umum digunakan |
| Bottoming | 1-2 ulir | Untuk tapping mendekati dasar lubang buntu |
Thread Percentage (Persentase Ulir)
Thread percentage menunjukkan seberapa dalam ulir terbentuk dalam lubang tapping dibanding diameter nominal ulirnya. Ini memengaruhi kekuatan ulir dan kemudahan proses tapping.
- 70–75% ▲ Ideal, seimbang antara kekuatan dan kemudahan tapping
- >75% ⚠ Terlalu rapat, sulit ditap, bisa merusak tap
- <65% ⚠ Terlalu longgar, ulir lemah dan mudah aus
Panduan Pemilihan
| Kondisi Lubang | Tap yang Disarankan | Kenapa? | Kondisi Lain | Tap yang Disarankan | Kenapa? |
|---|---|---|---|---|---|
| Through Hole | Spiral Point Tap | Dorong chip ke depan | Manual Tapping | Straight Flute Tap | Stabil, mudah dikontrol |
| Blind Hole | Spiral Flute Tap | Angkat chip ke atas | Material Lunak | Forming Tap | Tidak ada serpihan |