Drill (Mata Bor) adalah alat potong berbentuk silinder yang digunakan untuk membuat lubang pada material logam, kayu, plastik, hingga beton.
Bagian - Bagian Mata Bor (Twist Drill Bit)

Gambar. Bagian Mata Bor
- Shank: batang drill yang dimasukkan ke dalam chuck mesin bor
- Body: bagian utama mata bor dari ujung potong sampai ke shank
- Flute: alur spiral yang membentuk jalur pembuangan serpihan
- Cutting Edge: bagian tajam di ujung mata bor yang memotong material
- Point: titik paling depan yang masuk ke material
- Web: bagian pusat mata bor yang menyatukan dua flute
- Land: permukaan kecil di sisi flute
- Margin: jalur sempit sepanjang flute
Jenis Mata Bor dan Fungsinya

Serbaguna untuk kayu, logam dan plastik.

Khusus kayu, hasil rapi, tidak meleset.

Untuk beton, batu bata, dan batu alam.

Lubang besar dan cepat di kayu.

Lubang datar dan presisi di kayu.

Lubang diameter besar di kayu/logam tipis.

Lubang berbagai ukuran di plat logam.

Buat dudukan kepala sekrup rata.

Untuk kaca, keramik dan ubin.

Untuk baja keras, tahan panas.
Jenis Material Mata Bor |
|
| Material Mata Bor | Cocok untuk |
| HSS (High Speed Steel) | Kayu, plastik, logam lunak |
| Carbide | Logam keras, stainless, CNC produksi |
| Cermet / Ceramic | Produk massal dengan mesin CNC |
| Masonry (Karbid) | Beton, bata, keramik |
| Diamond-Coated | Kaca, keramik, granit, ubin |
Geometri Mata Bor
Point Angle (Sudut Ujung)
Sudut utama di ujung mata bor. Sudut ini menentukan seberapa agresif mata bor akan memotong dan disesuaikan dengan kekerasan material.
Lip Relief Angle (Sudut Bibir/Sudut Bebas)
Sudut ini memberikan ruang di belakang sisi potong (bibir) agar tidak bergesekan dengan material, sehingga mata bor bisa memotong dengan efisien.
Standard Chisel Edge (Ujung Pahat)
Garis di pusat mata bor yang tidak benar-benar memotong tetapi mendorong material.
Split Point (Titik Belah)
Ujung pahatnya telah dimodifikasi (diasah) sehingga menciptakan titik potong tambahan di pusat. Titik ini langsung memotong material dari pusat.

Gambar. Ujung Potong Mata Bor
Perbandngan Ujung Mata Bor (Point Type) |
||
| Jenis | Ciri Utama | Fungsi |
| 118° Konvensional | Ujung lancip standar 118° | Serbaguna, bahan lunak |
| 135° Split Point | Ujung terbelah, sudut 135° | Tidak selip, untuk bahan keras |
| Turbomax | Spiral agresif, ujung tajam | Bor cepat pelat logam |
| Chip Breaker | Mata potong bersela | Pecah chip kecil, lebih dingin |
| Pilot Point | Ujung pilot kecil di depan | Akurat, hasil bersih |
| Weld Spot | Ujung datar/lebar | Bongkar titik las tanpa tembus |
Parameter Pemotongan (Cutting Parameters)
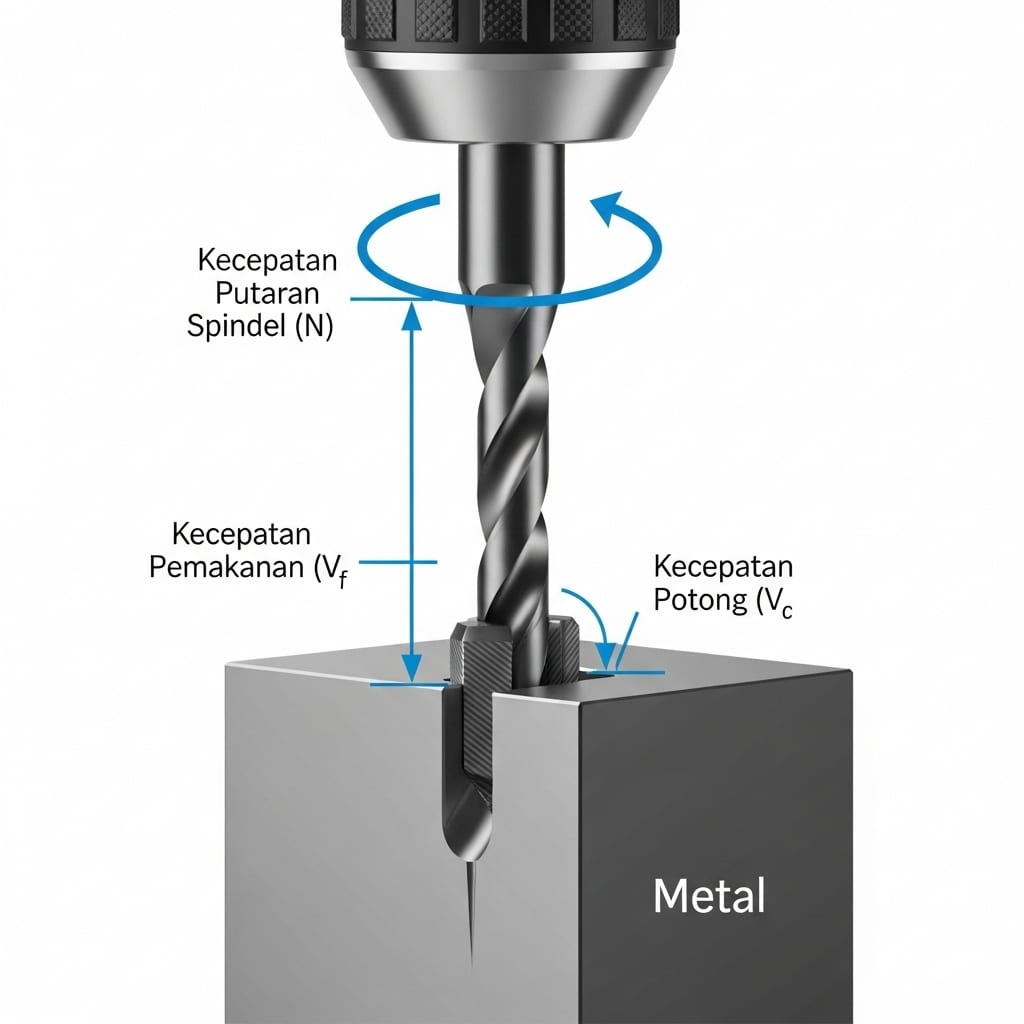
Gambar. Parameter Kecepatan Pemotongan
|
Putaran Spindel (n) Kecepatan rotasi mata bor dalam RPM.
n = (1000 × Vc) / (π × D) (D = diameter bor dalam mm) |
⚡ Kecepatan Pemakanan (f) Kecepatan gerak maju mata bor.
vf = f × n (vf = laju pemakanan mm/menit) |
⚡ Kecepatan Potong (Vc) Kecepatan sisi potong mata bor.
Vc = (π × D × n) / 1000 (Vc dalam m/menit) |
Kecepatan Potong (Vc) & Pemakanan (f) untuk Drilling |
|||
Material Benda Kerja |
Kecepatan Potong (Vc) - HSS (m/min) |
Kecepatan Potong (Vc) - Carbide (m/min) |
Pemakanan per Putaran (f) (mm/rev) |
| Baja (Steel) | |||
| Baja Karbon Rendah (Mild Steel - 545C, ST37) | 20 - 30 | 50 - 100 | 0.10 - 0.30 |
| Baja Karbon Menengah (Medium Carbon Steel) | 15 - 25 | 40 - 80 | 0.10 - 0.25 |
| Baja Paduan (Alloy Steel - SCM440) | 10 - 20 | 30 - 60 | 0.08 - 0.20 |
| Baja Perkakas (Tool Steel) | 8 - 15 | 20 - 40 | 0.05 - 0.15 |
| Besi Tuang (Cast Iron) | |||
| Besi Tuang Kelabu (Grey Cast Iron) | 18 - 25 | 40 - 70 | 0.15 - 0.35 |
| Aluminium & Paduannya | 50 - 100 | 100 - 300 | 0.15 - 0.40 |
| Tembaga & Paduannya | |||
| Kuningan (Brass) | 40 - 80 | 80 - 150 | 0.10 - 0.30 |
| Perunggu (Bronze) | 20 - 40 | 50 - 90 | 0.08 - 0.25 |
| Plastik & Akrilik | 15 - 40 | 30 - 80 | 0.10 - 0.25 |
| Kayu | 15 - 50 | 30 - 80 | 0.20 - 0.50 |
Jenis-Jenis Pengeboran (Drilling)
Berdasarkan Bentuk dan Fungsi Lubang:
| Jenis Drilling | Deskripsi |
| Through Hole | Lubang tembus penuh benda kerja |
| Blind Hole | Lubang tidak tembus, hanya sebagian kedalaman |
| Step Drilling | Lubang bertingkat dengan diameter berbeda |
| Core Drilling | Memperbesar lubang yang sudah ada |
| Counterboring | Memperbesar bagian atas lubang untuk kepala baut |
| Countersinking | Membuat sudut miring di mulut lubang (chamfer) |
| Spot/Center Drilling | Membuat titik awal bor agar tidak meleset |
| Deep Hole Drilling | Lubang sangat dalam, lebih dari 10x diameter bor |
Berdasarkan Kedalaman & Material:
| Jenis Drilling | Deskripsi Singkat |
| Deep Hole Drilling | > 10x diameter mata bor |
| Common Drilling | 3-5x diameter |
| Hard-to-cut | Menggunakan Cobalt Drill |
| Shallow Hole/NC Machine | Mata Bor Pendek |
Proses Pengeboran (Drilling)
| Kategori | Jenis Klasifikasi | Deskripsi Singkat |
| Berdasarkan Alat | Manual Drilling | Pengeboran dengan alat tangan manual (engkol) |
| Mesin Bor Tangan | Bor listrik genggam untuk pekerjaan umum. | |
| Bor Duduk (Bench Drill) | Mesin bor tetap untuk hasil lebih stabil dan akurat. | |
| CNC Drilling | Proses otomatis & presisi tinggi dengan mesin CNC. |

Gambar. Pengeboran Berdasarkan Alat
| Kategori | Jenis Klasifikasi | Deskripsi Singkat |
| Berdasarkan Teknik | Solid Drilling | Membuat lubang dari permukaan padat. |
| Trepanning | Membuat lubang besar dengan memotong lingkaran. | |
| Counterboring | Memperbesar bagian atas lubang untuk baut. | |
| Countersinking | Membuat chamfer untuk kepala sekrup rata. |
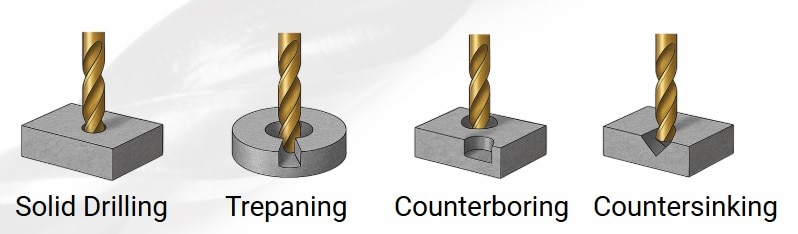
Gambar. Pengeboran Berdasarkan Tekniknya
Drilling – Lubang Silinder & Lubang Ulir
| Jenis Lubang | Plain Hole (Lubang Silinder) | Threaded Hole (Lubang Ulir) |
| Deskripsi | Lubang polos tanpa ulir | Lubang dengan ulir dalam |
| Fungsi Umum | Baut tembus, pin, sambungan non-ulir | Mengencangkan baut langsung ke benda kerja |
| Proses Pengeboran | Langsung dibor dengan diameter sesuai baut | Dibor dengan ukuran tap drill lalu di-tapping |
| Diameter Bor | Sama dengan diameter baut | Lebih kecil dari diameter baut |
| Contoh Ukuran Metrik | M6 → bor Ø6 mm | M6 → bor Ø5 mm → tapping M6 |
Panduan Kecepatan Bor (RPM)
Rumus Perhitunga RPM:
- RPM : Putaran per menit
- Vc : Kecepatan potong (m/min)
- D : Diameter mata bor (mm)
- π : Konstanta = 3,14
Tabel Vc Berdasarkan Material:
| Material | Vc (m/min) | Catatan |
| Aluminium | 80 - 150 | Bisa dry, RPM tinggi |
| Baja Lunak | 30 - 50 | Umum di bengkel |
| Baja Keras | 20 - 30 | Butuh coolant |
| Stainless Steel | 10 - 20 | Pakai cobalt drill + coolant |
| Plastik / Akrilik | 100 - 200 | Waspadai meleleh, kecepatan sedang |
| Kuningan / Tembaga | 60 - 100 | Relatif mudah dibor |
Apa Itu Thinning?
Thinning adalah proses mengasah bagian ujung tengah (web point) pada mata bor untuk mengurangi ketebalannya.
Perbandingan mata bor Tanpa Thinning vs Dengan Thinning:
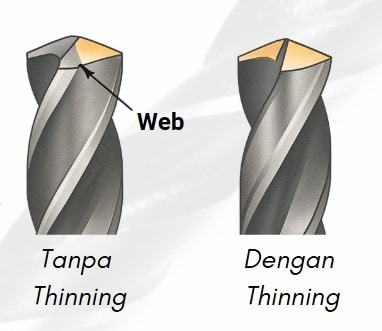
Gambar. Mata Bor dengan Thinnig dan Dengan Thinning
| Tanpa Thinning | Dengan Thinning | |
| Ujung Tengah | Tebal dan tumpul | Tipis dan tajam |
| Gaya Dorong | Lebih besar | Lebih kecil |
| Resiko Meleset | Lebih tinggi | Lebih stabil |
| Efektivitas Pengeboran | Kurang optimal, apalagi di material keras | Lebih baik dan presisi |
| Bentuk Thinning | Keterangan | Material Umum |
| X Shape | Beban berkurang | General drilling, deep hole |
| XR Shape | Biting stabil | Stainless steel |
| S Shape | Mudah diasah | Besi cor, non-ferrous |
| N Shape | Efisien saat diameter besar | Deep hole |
Apa Itu Indexable Drill?
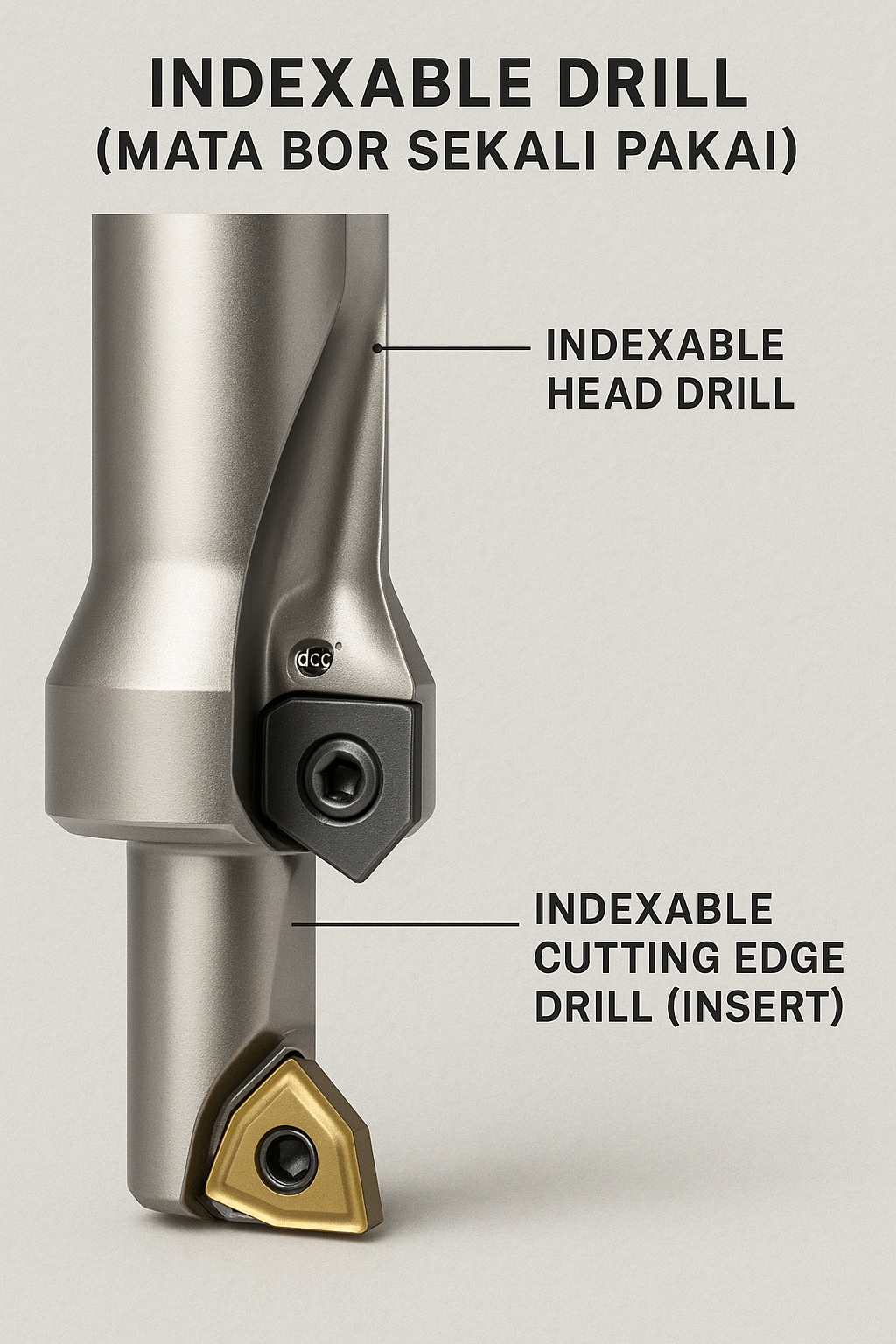
Gambar. Bagian Indexable Drill
Indexable Head Drill
Bagian utama mata bor yang menjadi dudukan insert. Terbuat dari baja kuat dan tahan panas. Memiliki lubang pendingin untuk efisiensi pengeboran. Stabil, tidak perlu diganti saat insert aus.
Indexable Cutting Edge Drill (Insert)
Mata potong yang bisa dilepas-pasang. Terbuat dari karbida dengan pelapis khusus (seperti TiN, TiAlN). Dapat diganti tanpa mengganti seluruh alat. Hemat biaya dan waktu.
Keunggulan Indexable Drill :
- Tidak perlu diasah ulang
- Insert mudah diganti
- Hemat waktu dan biaya
- Cocok untuk pengeboran material keras dan produksi massal