Tap merupakan salah satu alat yang digunakan untuk membat ulir pada berbagai jenis material. Apabila Anda bekerja pada sektor industri manufaktur, konstruksi, hingga layanan perbaikan mesin, pastinya akan ada kondisi pembuatan ulir maupun perbaikan ulir.
Berdasarkan jenis materialnya terdapat 2 metode pembuatan ulir, yaitu Tap dengan flute dan Tap tanpa flute.
Tap dengan Flute
Tap ini digunakan pada material logam yang padat sehingga menghasilkan serpihan logam dalam jumlah banyak. Contoh material logam nya seperti:
- HSS (High Speed Steel): Karena kekerasannya, baja ini membutuhkan tap dengan flute untuk mengeluarkan serpihan.
- Stainless Steel: Material ini menghasilkan serpihan panjang yang perlu dikeluarkan secara efektif.
- Titanium: Material keras yang membutuhkan pengelolaan serpihan yang baik.
Tap jenis ini sebetulnya juga bisa digunakan pada logam yang lunak.
Jenis Lubang Saat Tapping
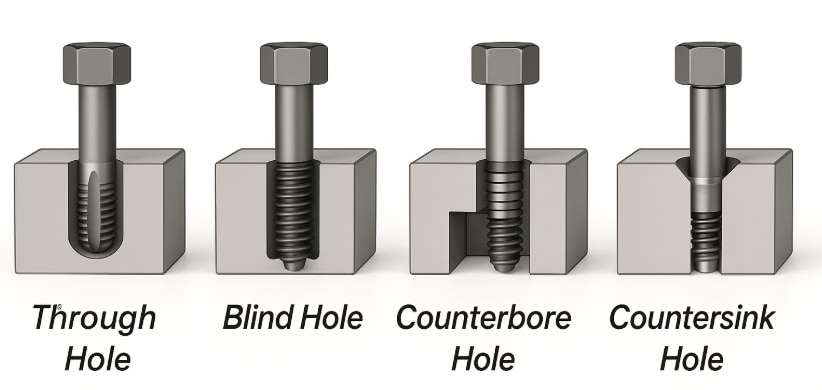
Gambar. Jenis Lubang Tapping
| Through Hole | Lubang tembus ke sisi lain. Mudah untuk tapping dan chip keluar. |
| Blind Hole | Lubang buntu. Perlu tap khusus (Bottoming Tap) agar ulir penuh. |
| Counterbore Hole | Kombinasi lubang besar & kecil. Untuk kepala baut tersembunyi. |
| Countersink Hole | Ujung lubang meruncing. Untuk sekrup kepala kerucut. |
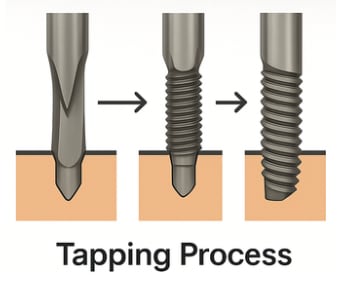
3 Tahap Menggunaan Tap
- Chamfer: (Memulai pemotongan ulir runcing)
- Thread: Membentuk ulir penuh
- Flute: Menyalurkan serpihan logam (chips) ke luar

- Tap diputar searah jarum jam ke dalam lubang untuk memotong ulir.
- Ujung pemotong (Chamfer). Bagian ujung yang runcing dapat mempermudah masuk ke lubang dan mulai memotong ulir.
- Thread: bagian tengah hingga belakang tap yang membentuk ulir penuh pada dinding lubang.
- Flute: alur sepanjang badan tap yang berfungsi menyalurkan serpihan logam (chips) ke luar agar proses pemotongan tidak macet.
Contoh Perhitungan Ukuran Lubang Pilot (Metric)
OD (Outer Diameter): 10 mm
Pitch: 1.5 mm
Tap tanpa Flute (Fluteless Tap)
Tap ini digunakan hanya pada material logam yang lunak atau bahan yang menghasilkan serpihan kecil. Contoh logam yang biasanya menggunakan flute less tap meliputi:
-
- Aluminium: Material yang lebih lunak dan menghasilkan serpihan kecil.
- Tembaga: Cenderung lebih lunak dan dapat diproses tanpa memerlukan pengelolaan serpihan yang rumit.
- Kuningan: Mudah dipotong dan tidak menghasilkan banyak serpihan yang menyulitkan.
Apa itu Fluteless (Thread Forming) Tap? 
- Memotong logam untuk membentuk ulir
- Menghasilkan chip (serpihan logam)
- Digunakan untuk berbagai material
- Ukuran drill = OD - pitch
- Membentuk logam untuk mencetak ulir
- Tidak menghasilkan chip
- Ideal untuk material lunak & ductile
- Ukuran drill lebih besar dari tap biasa karena tidak ada pemotongan
Tabel Masing-Masing Jenis Ukuran Tapping Drill Untuk Fluteless Tap (Thread Forming Tap)
| Ukuran Sekrup (No/Inch) | TPI (ulir per inch) |
Ukuran Bor (Inch) |
Ukuran Bor (mm) |
|---|---|---|---|
| No.1 | 64 | #53 | 1.70 |
| No.2 | 56 | #50 | 1.80 |
| No.3 | 48 | #47 | 2.00 |
| No.4 | 40 | #43 | 2.30 |
| No.5 | 40 | #38 | 2.50 |
| No.6 | 32 | #36 | 2.75 |
| No.8 | 32 | #29 | 3.45 |
| No.10 | 24 | #21 | 4.10 |
| 1/4" | 20 | #7 | 4.80 |
| 5/16" | 18 | 11/32" | 8.80 |
| 3/8" | 16 | 11/32" | 8.80 |
| Ukuran Sekrup (No/Inch) | TPI (ulir per inch) |
Ukuran Bor (Inch) |
Ukuran Bor (mm) |
|---|---|---|---|
| No.0 | 80 | #56 | 1.20 |
| No.1 | 72 | #53 | 1.70 |
| No.2 | 64 | #50 | 1.80 |
| No.3 | 56 | #47 | 2.00 |
| No.4 | 48 | #43 | 2.30 |
| No.5 | 44 | #38 | 2.50 |
| No.6 | 40 | #36 | 2.75 |
| No.8 | 36 | #29 | 3.45 |
| No.10 | 32 | #21 | 4.10 |
| 1/4" | 28 | #3 | 5.50 |
| 5/16" | 24 | F | 6.80 |
| 3/8" | 24 | U | 8.90 |
| 7/16" | 20 | S | 9.00 |
| Ukuran Sekrup (M) | Pitch (mm) | Ukuran Bor (Inch) | Ukuran Bor (mm) |
|---|---|---|---|
| M2.0 | 0.40 | #56 | 1.00 |
| M3.0 | 0.50 | #36 | 2.75 |
| M4.0 | 0.70 | #30 | 3.30 |
| M5.0 | 0.80 | #20 | 4.10 |
| M6.0 | 1.00 | F | 5.00 |
| M8.0 | 1.25 | U | 7.00 |
| M10.0 | 1.50 | 7/16" | 11.00 |
| M12.0 | 1.75 | 9/16" | 14.00 |
| M14.0 | 2.00 | 5/8" | 16.00 |
| M16.0 | 2.00 | 11/16" | 17.50 |
| M18.0 | 2.50 | 3/4" | 18.75 |
| M20.0 | 2.50 | 3/4" | 18.75 |
| Ukuran Sekrup (M) | Pitch (mm) | Ukuran Bor (Inch) | Ukuran Bor (mm) |
|---|---|---|---|
| M5.0 | 0.50 | #36 | 2.75 |
| M6.0 | 0.75 | G | 4.80 |
| M7.0 | 0.75 | Q | 6.00 |
| M8.0 | 1.00 | Y | 8.00 |
| M10.0 | 1.00 | Y | 9.00 |
| M12.0 | 1.25 | 15/32" | 11.50 |
| M14.0 | 1.50 | 15/32" | 13.50 |
| M16.0 | 1.50 | 17/32" | 15.00 |
| M18.0 | 1.50 | 11/16" | 17.25 |
Alat Yang Dibutuhkan Saat Menggunakan Tap
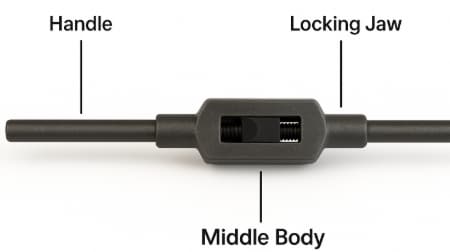
- Pegangan (Handle): Untuk memutar alat secara manual.
- Rahang Pengunci (Jaw/Chuck): Menjepit bagian shank dari tap agar tidak goyang.
- Badan Tengah: Menghubungkan handle dan rahang, biasanya bisa disesuaikan untuk berbagai ukuran tap.